







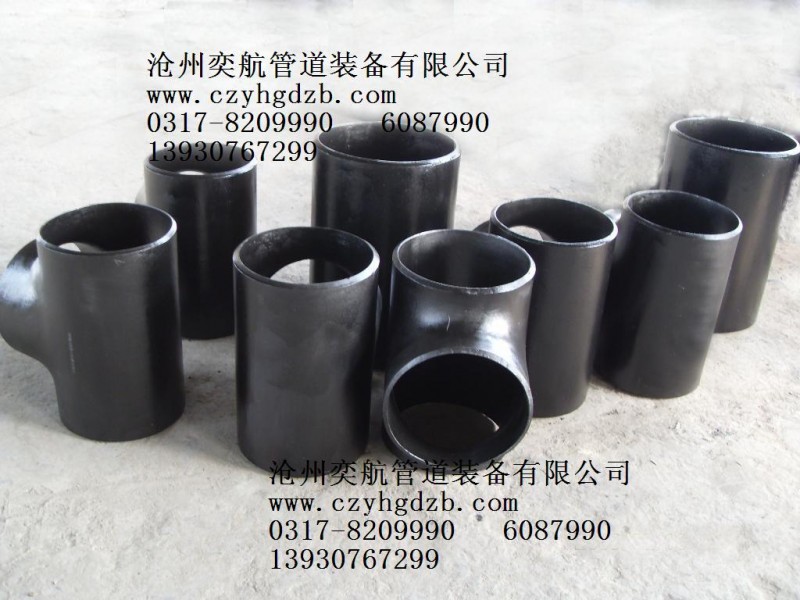

河北供应碳钢三通合金钢等径三通大口径对焊异径TEE三通厂家
- 产品价格:
- 面议
- 所属行业:
- 无烟煤
- 关 键 词:
- 浏览次数:
- 180次
- 最后更新:
- 2015-08-12 11:51
- 公司名称:沧州奕航管道装备有限公司
- 联 系 人:杨沐昆(先生)
- 联系手机:13930767299
- 联系固话:86-0317-8209990
- 联系地址:河北省-沧州市-盐山县
- 公司网址:http://www.qy.org.cn/index.php?homepage=ljir9744
负责声明:所展示的信息由供货商提供,内容的真实性、准确性和合法性由发布会员负责。企业搜富(http://www.qy.org.cn/)不承担任何责任。
友情提醒:为了您的交易安全,请尽量使用货到付款方式!如需要投诉,可进入“消费者防骗指南”了解投诉及处理流程,我们将竭诚为您服务!
友情提醒:为了您的交易安全,请尽量使用货到付款方式!如需要投诉,可进入“消费者防骗指南”了解投诉及处理流程,我们将竭诚为您服务!
产品详细说明
- 起订:
- 供货总量:
- 发货期限: 自买家付款之日起 3 天内发货
- 所在地: 河北省 沧州市
- 有效期至: 长期有效
管件|弯头与管道(钢管)的焊接方法及注意事项:
弯头在与管道焊接的时候需要注意的情况很多,操作不当的话,不但会严重影响焊接质量,弯头和管道的连接不当会在整体运行后产生破坏性的后果,沧州奕航管道装备有限公司在此分享一些弯头与管道焊接的方法和需要的注意事项:
A、焊接弯头安装前,管节应逐根测量,编号,宜选用管径相差最小的管节组对对接。在地面对中拼接管道时,应采用14CM*14CM枕木将管垫平,不宜采用铁质钢管,并尽量减少管滚动,以免损坏管道的外防腐。
B、下管前应先检查管节的内外防腐层,合格后方可下管。管节组成管段下管时,管段的长度,吊距,应根据管径,壁厚,外防腐层的材料种类及下管方法确定。吊绳应采用胶管套钢丝绳或大力绳等软性材料,以免坏钢管外防腐层。
C、弯管起点至接口的距离不小于管径,且不得小于100MM。管节焊接采用的焊条应符合设计及规范规定。将管内污物清除干净,并将管口边缘与焊口两侧打磨洁净,使其露出金属光泽,制作坡口。
D、将两管管端对口定出管道中心,沿管子圆周方向点焊3处,(电焊缝长约4MM,高约5MM),并将两管定位。采用2-3MM层电焊满管子周缝。焊缝表面光滑无裂缝,气孔,砂眼及其他缺陷。
E、环境温度低于0℃时,电焊完成后须用石棉覆盖。电焊完成后将焊渣清除。
F、管子对口后应检查平直度,在距接口中心200MM处测量,允许偏差1MM/M,但全长允许偏差不超过10MM。管子对口后应垫置牢固,避免焊接过程中产生变形。
G、管道预拉伸(或压缩),必须符合设计规定。
希望以上简短的介绍会给大家可以带去或多多少的帮助,大家互相学习的一次机会,在上述焊接完后可以用上次介绍的无损检测的方法进行焊接口的检查。





共0条 相关评论
诚信档案
- 沧州奕航管道装备有限公司
- 诚信会员 第1年
- 进入店铺| 给商家留言
- 供应等级:
- 服务保障: 已缴纳 0.00元保证金
- 该店铺未签署(消费者保障协议)
- 主营产品:五金---(制造商)
-

扫一扫关注卖家

